English
English Le français
Le français España
España lingua italiana
lingua italiana
caratteristiche:
Per ottenere la massima produttività di stampaggio, è sufficiente utilizzare la sua cellula ultra micro respirante per espirare gas e aria dalle muffe.
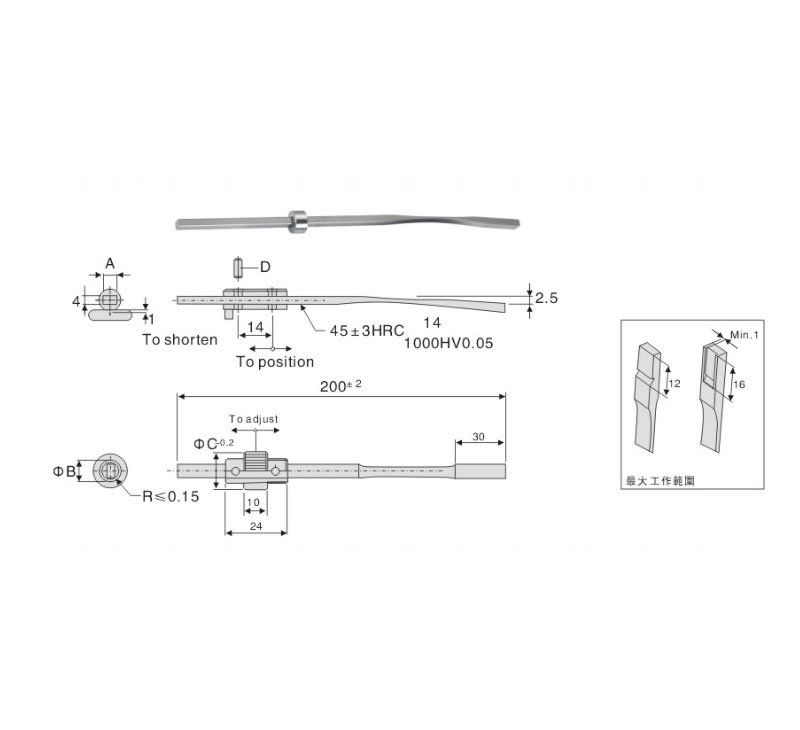
Acciaio inossidabile: speciale per stampo a espulsione Durezza : diametro pori RV50 : 0,03
Rame : speciale per stampi sottovuoto Durezza : diametro pori RV20 : 0,5
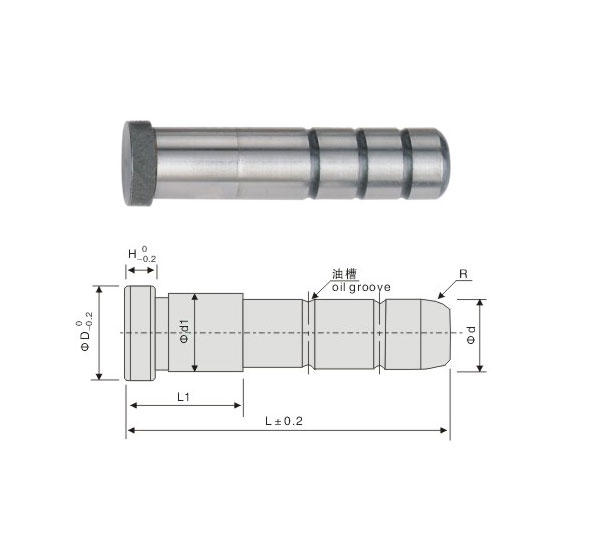
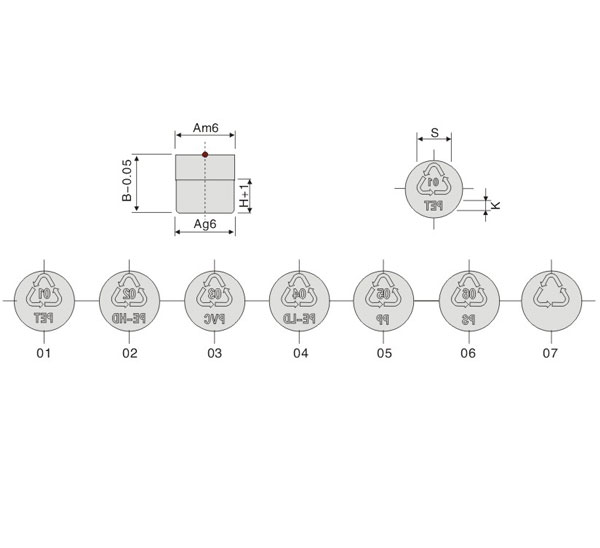
| Catalogo n. | L | |
| genere | D | |
| JH077 | 4 | 4.5 |
| 5 | 10 | |
| 6 | 10 | |
| 8 | 10 | |
| 10 | 10 | |
| 12 | 12 | |
• Ordine: numero di catalogo DXL
Domande comuni:
1. Burnt
When aberration and burnt issues occurred, it is because resin is filling faster than air exhaling which will result gasvent to overheat.
2. Overflow:
There are 2 possible conditions:
– When temperature of resin gets higher at the tip of seaming, it weakens its bonding strength.
– Air can filled up the path and blocks resin to flow functionally which will cause ejection pressure to rise and materials to overflow.
3. Not enough fillings:
Due to air pressure, it reduces the ratio of the flling speed. Even there is no any sign of burnt or overflow.
4. Cell Streak:
If there are some cells, streaks and mottles occurred, it is because the cells have not been vaporized completely between air and resin.
5. Tempo di
ciclo esteso : la temperatura più alta della resina, degli stampi e la velocità di iniezione più lenta causano lunghi tempi di ciclo, tuttavia, non influirà sulla
qualità dei prodotti finali.
Risparmio di energia, tempo e costi:
1. Ridurrà lo stampo di prova, il tempo ei materiali se gli utenti considerano di utilizzare TX gasvent all'inizio del progetto.
2. Risparmierà da 1/3 a 1/10 del costo e del tempo totali se si installano gli sfiati sinterizzati.
Installazione:
1. Non toccare la superficie quando sono in uso gli sfiati del gas.
2. Utilizzare H7 / S6 dalla tabella di riferimento JIS.